アルミ形材の製造体制
他社には真似のできない、技術力が違うモノづくりを進めています。
製造拠点
国内4ヶ所、海外3ヶ所の製造拠点からお客様へタイムリーに高品質のアルミ形材(アルミ型材)を製造し供給しています。
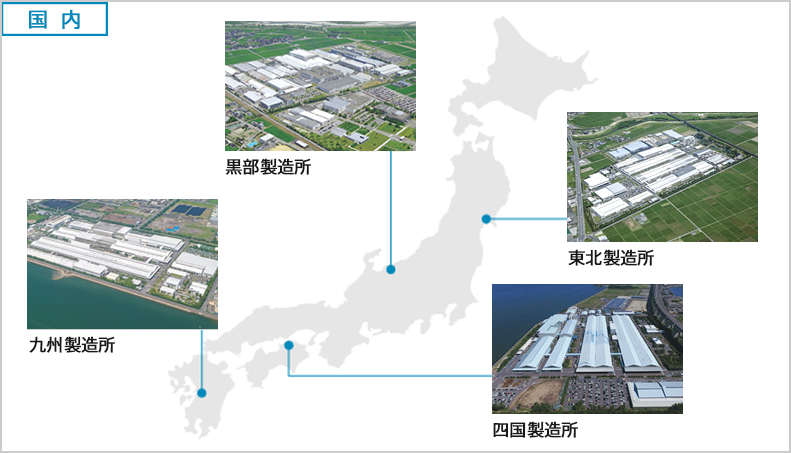
国内
- 東北製造所(宮城県大崎市)
33,600㌧/年・7台 - 黒部製造所(富山県黒部市)
57,600㌧/年・9台 - 四国製造所(香川県綾歌郡)
27,000㌧/年・5台 - 九州製造所(熊本県八代市)
29,400㌧/年・5台
国内生産能力:147,600㌧/年
押出機台数:26台
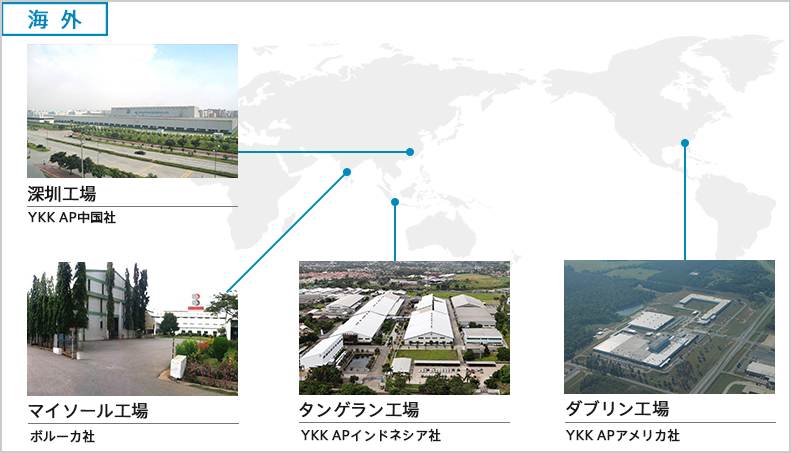
海外
- YKK APアメリカ社
- YKK AP中国社
- YKK APインドネシア社
- ボルーカ社
製造工程
一貫生産システムにより高い品質と生産能力を実現しています。
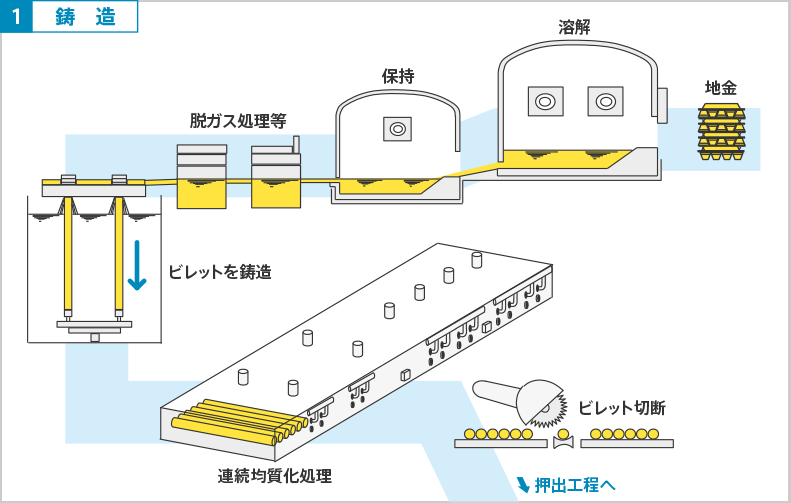
鋳造
原料であるアルミニウム地金を溶解炉へ投入し溶解。脱ガス処理を経て、円形の鋳型に流し込み、プールで冷却することで円柱状の鋳塊「ビレット」を製造します。 できあがったビレットを、連続式均質炉で熱処理し、次の「押出」工程で押出しやすいように内部組織を均質化します。
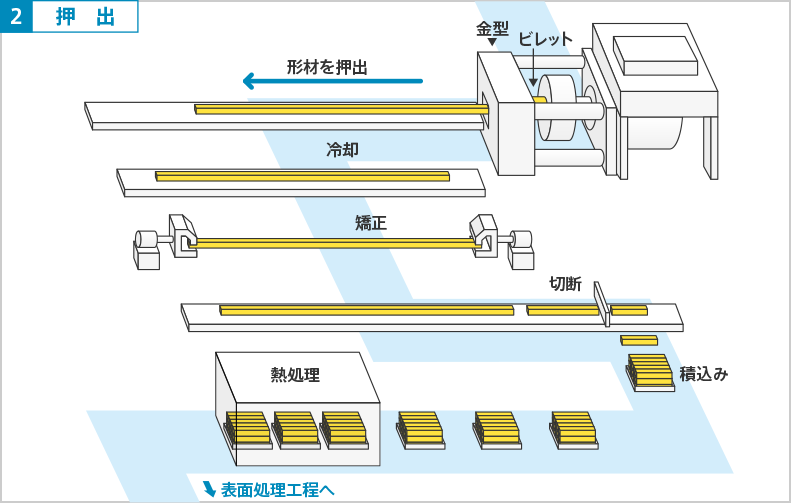
押出
ビレットを約500℃に加熱し、押出機にセット。金型に高い圧力で押付けることで、50~70mの長さのアルミ形材を押出します。金型の設計により、中空材や複雑な断面形状などさまざまな形状にすることが可能です。
押出した形材を冷却し、わずかな歪みを両端から引っ張って矯正を行い、指定の寸法に切断。その後、熱処理を行うことで最終製品として必要な強度にまで高めます。
[動画] 鋳造~押出工程
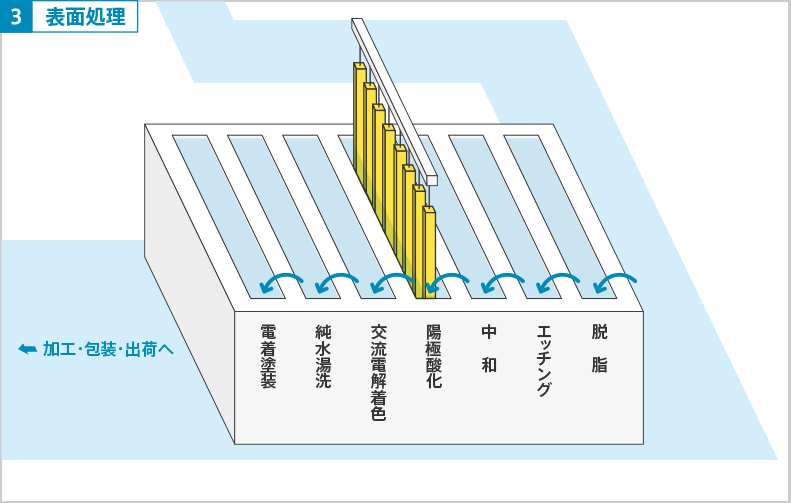
表面処理
さまざまな液体の漕に浸すことで、油分や微細な傷の除去を行い、表面に被膜を生成させるアルマイト処理により耐食性や耐摩耗性を高め、着色、塗装を行います。
下の動画では、電解液中で表面に酸化被膜を生成→着色液中で被膜の孔中に金属塩を析出→塗料中で塗装皮膜を生成させる工程を説明しています。
[動画] 表面処理工程
